


INSTRUKTION RPH330
Idnr 98-133-000-1
Vi hoppas att Ni kommer att få både nytta och nöje med Er rikt o planhyvel.
För att kunna arbeta problemfritt bör följande beaktas.
VIKTIGT!
Allmänt
* Kontrollera hyveln så fort Ni fått hem den. Eventuella transportskador anmäls omgående till transportföretaget.
* LYFT EJ MASKINEN I BORD ELLER ANDRA KOMPONENTER.
Behöver den lyftas, är det lämpligaste att lyfta under stativet.
* Använd inte bordet som avställningsyta.
* Vid byte av reservdelar, använd endast originaldelar och observera att allt elektriskt ska monteras av fackman.
Platsbehov
Maskinen behöver ett utrymme på minst 2 m bredd. Längdbehovet är beroende av hur långa arbetsstycken som skall hyvlas. Min längd är 3 m men rek till att vara min 4 m.
Förankring
För högsta säkerhet skall maskinen förankras i golvet med skruv. Skruvdia. 8-10 mm.
Förvaring
Maskinen skall stå i ett torrt utrymme då inte maskinen är helt rostskyddad. Om maskinen står i ett sk kallutrymme under längre tid måste maskinen smörjas in med rikligt med tex paraffinolja på obehandlade delar som bord och kutter. En övertäckning ger då också ett skydd mot rosten. Om maskinen skall stå ute måste den täckas och smörjas in med rostskyddsmedel på obehandlade delar.
Användningsområde
Maskinen kan användas till att rikthyvla och planhyvla trä, spånskivor, board mm.
Svåra material som spånskivor teak, mm kräver hårdmetallstål.
Det är inte tillåtet att hyvla plaster, aluminium, eller andra hårdare material. Maskinen är tillverkad för användning inomhus.
Manöverdon
Strömbrytare, har en grön (eller svart) knapp för tillslag och en röd förhöjd för stopp.
Sid 2
Miljökrav (spånsug med filter)
Temperaturen i lokalen skall vara så hög så att inte handskar måste användas.
Ventilationen skall vara av god standard och mekanisk.
Hantering av damm och spån.
Maskinen skall vara ansluten till en spånsug. Spån som ändå blir kvar på maskinen skall sugas upp efter varje arbetspass.
Tekniska krav spånsug
Spånsugen skall vara godkänd enligt CE-standarden.
Luftflöde vid 0 mmvp "utan extern koppling" skall vara cirka 1000 m3/tim. (Fabrikantens normala angivelse på luftflöde.) Stosdiameter på maskin = 100 mm.
Hyvelstål
Hyvelstål dim 330x20x3 mm med skruvfickor. Det är ej tillåtet att använda någon annan dimension.
Kutter
Kuttertyp MAN (godkänd för handmatning) L=330 mm. Skäreggens läge ovan kutterkropp = 1 mm.
Bordsytor
Borden är gjutna i Sverige med högsta kvalité. Bordsytorna är specialbearbetade för att få högsta precision och bästa glidegenskaper. När maskinen är ny krävs en inkörningsperiod tills borden får en något blankare yta för att få optimala glidegenskaper. Borden kan slipas något med handmaskin och papper med korn 300 för att minska denna inkörningstid.
Nödvändiga verktyg
Lista på nödvändiga verktyg för att kunna arbeta med maskinen:
Insexnyckel 4 mm
Insexnyckel 5 mm
Insexnyckel 6 mm
Skjutmått
Måttband eller "tumstock"
Oljekanna (paraffinolja för bord)
Lacknafta (rengöring bord)
Bryne
Sid 3
SÄKERHETSFÖRESKRIFTER
* Personer som ej har nödvändig kännedom eller erfarenhet av hyvelmaskiner skall ej använda denna maskin. Denna instruktion är ingen utbildning i maskinhyvling.
* Säkerställ att inte obehöriga personer kan använda denna maskin.
* VIKTIGT! Alla skydd skall vara monterade innan hyveln tas i bruk.
* Använd alltid skyddsglasögon och hörselskydd.
* Använd aldrig maskinen om du är påverkad av starka mediciner, alkohol eller andra starka droger.
* Det är ej tillåtet att rikthyvla och planhyvla samtidigt även om detta rent maskinellt fungerar.
* Kontrollera att alla vred, skruvar, muttrar, anhåll, stos, hyvelkutter, hyvelstål mm är ordentligt fastdragna. Kontrollera också att kuttern kan snurra fritt samt att inga verktyg finns i eller på maskinen innan den startas.
* Använd aldrig maskinen under dåliga siktförhållanden så som dålig belysning.
* Stick aldrig in verktyg eller händer i planhyvlingsdelen när maskinen går.
* Gör aldrig ingrepp i maskinen innan Ni förvissat Er om att maskinen är strömlös och inte kan startas av misstag.
* Se till att anti-kick-back utrustningen är funktionsduglig och är på plats.
Rikthyvling
* Se till att hyvelstålen är skärpta. Slöa stål ökar behovet av matningskraft. Detta ökar olycksrisken vid rikthyvling.
* Vid kantrikthyvling skall riktskyddet justeras så att det ligger dikt an mot riktborden och att arbetsstycket får plats mellan skydd och anhåll.
* Vid flat-rikthyvling (tjocklek under 75 mm) skall skyddet ligga mot anhållet, horisontalt och något över arbetsstycket vertikalt.
* Vid rikthyvling skall man ej stå i arbetsstycke förlängning då kast kan uppstå.
* Olycksrisken ökar dramatiskt vid rikthyvling av små arbetsstycken. Använd alltid påskjutare och hållare vid rikthyvling av små arbetsstycken så att inte fingrar kommer i närheten av kuttern.
* Använd minsta möjliga spåndjup för att minska matningskraften. Stor matningskraft = hög olycksrisk
Planhyvling
* Mät alltid arbetsstycket och ställ in lämplig planhyvlingstjocklek före hyvling. Olycksrisken är stor om man matar in ett arbetsstycke som har för liten höjd så att inte återkastningsskydd eller matarvalsar inte får tag i arbetsstycket.
* Vid planhyvling skall man ej stå i arbetsstyckets förlängning då kast kan uppstå och att bitar från arbetsstycket kan kastas ut från maskinen. Detta gäller alltså både inmatnings och utmatningssida. Återkastningsskyddet skall alltid vara i sin arbetsposition, alltså hängande rakt ner.
* Vid planhyvling skall rikthyvelskyddet vara justerat ner till bordet och skall täcka hela kuttern.
Sid4
FÖRBEREDELSER
Av transport- och packningstekniska skäl är inte vissa delar monterade vid leverans.

1/ Suvaskyddet skruvas fast med 2 st insexskruvar M6x16 med mutter. Låsmuttern vid infästningen av skyddet ska dras åt så att inställningsspaken inte rör sig då skyddet tryckes ner men att det samtidigt går lätt att ställa in.

2/ Utmatningsbordet skruvas fast vid gångjärnet som sedan skruvas fast i chassit.
1. Fäst gångjärnet i bordet.
2. Lägg bordet på plats.
3. Skruva fast gångjärnet i chassit.
4/ Anslut maskinen elektriskt. Elektrisk installation skall utföras av behörig elektriker. Se upp med rotationsriktning. Om man står vid matarväxeln skall rotationsriktningen vara höger.
5/ Innan maskinen kopplas till nätet, kontrollera att samtliga kuttrar kan rotera fritt, samt att alla delar sitter fast.
Sid 5
Inställning för rikthyvling
* Utmatningsbordet(pos 1) nerfällt och låst
* Anslaget (pos8) fastsatt. Anslaget kan justeras steglöst över hela bredden för att kunna utnyttja hyvelstålen maximalt samt för att kunna få rätta bredden på falsen vid falshyvling.
* För att ändra spåntjocklek öppnas låshandtaget (11) och bordet ställin med spaken (10) till önskad spåntjocklek från 0 till 12 mm. Normal spåntjocklek vid rikthyvling är 1-3 mm.
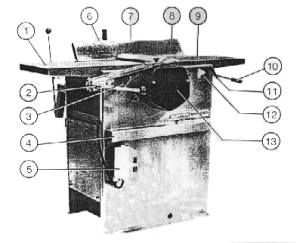
1 Utmatningsbord
2 Suvaskydd
3 Kåshandtag för utmatningbord
4 Midjeskydd
5 Manöverdon
6 Låshandtag för vinkelinställning av anslag
7 Greppskruv för låsning av anslaget i sidled
8 Anslag
9 Inmatningsbord
10 Inställningshandtag för inmatningsbord
11 Låshandtag för inmatningsbord
12 Visare med skala för spåntjocklek
13 Skyddskåpa för matarväxel
Inställning för planhyvling
Anslaget tas bort.
Låshandtaget (3) vrides medurs därefter förs utmatningbordet (1) bakåt och fälles upp. Spånutkastet (5) placeras på plats.
Obs spånutkastet måste omg placeras på plats då det risk finns att bordet stöts ned till sitt nedre planläge.
Inmatningsbordet ställs in i sitt översta läge.
Planhyvlingstjockleken ställs in med veven (2). Den inställda tjockleken kan avläses på skalan (4)
* Planhyvlingstjockleken ställs in med hjälp av planbords-veven, (lev löst)den inställda tjockleken kan avläsas på skalan. Spåntjocklek 0.3 mm till 4 mm
* Max spåntjocklek kan avverkas på virke med mindre bredd än 160 mm
* Framför kuttern finns en spåntjokleksbegränsare. (pos 28)

1 Utmatningsbord
2 Vev för inställning av planhyvlingsbordet
3 Låshandtag för utmatningsbordet
4 Skala för avläsning av planhyveltjockleken
5 Spånutkast
Sid 6
Hyvelkutter, stålbyte och inställning.
Hyvelstålen som sitter i maskinen vid leverans är slipade och inställda (postade)
för användning. Förr eller senare måste hyvelstålen slipas.Stål utan skärpa ökar
olycksrisken. Bryna eggen för att få en vass skäregg. Slipa stålen för att få en rak
skäregg.
Demontering:
* Koppla bort all strömförsörjning till maskinen, huvudströmbrytare eller stickpropp i vägg. Förvissa Er om att maskinen är strömlös.
* Lossa insexskruvarna och tryck ner spånbrytaren .
* Skruva upp hyvelstålet med inställningsskruvarna .
Slipning:
* Slipa alltid stålen parvis så att stålen får samma bredd (min 15 mm, totalbredd) annars kan det uppstå vibrationer i kuttern.
* Slipvinkeln skall vara 40 grader. Slipvinkeln = den vinkel som stålet bildar vid eggen.
Montering och inställning av hyvelstål:
* Före montering och inställning skall stål, spånbrytare och läget i kuttern
rengöras noggrant.
* Placera först spånbrytaren i kutterns spår. Lägg in hyvelstålet rätt i förhållande till insexskruven. (Skruvskallarna i högt läge) Observera att stålen ställes i höjdled med skruvskallen. Skruva ner stålet med inställningsskruvarna .
* Insexskruvarna i spånbrytaren drages åt en aning (handtätt).
* Se till att ställskruvarna för stålen ligger mot bottenläget av spåret innan
insexskruvarna drages åt, för att förhindra att hyvelstålen lyftes upp av
spånbrytaren.
* Båda hyvelstålen skall ställas in lika varandra, och ligga på samma höjd som utmatningsbordet , använd passbit (rak trälist) som lägges på utmatningsbordet och på varsin sida av stålet, skruva upp stålet så att det precis skrapar mot passbiten men inte skär.
* Provkör rikthyveln och kontrollera att arbetsstycket blir rakt.
Kilremmens spänning:
Behöver kilremmens spänning ställas in gör enligt följande:
Lossa låskruvarna på motorröret. Dessa sitter intill stativsidans innersida på båda sidor. Se till att kilremmen spänns med motorns tyngd. Dra åt låsskruvarna.
Sid 7
Bordsinställning, planläge.
Grunder
Det är ett allvarligt ingrepp i maskinen att ställa om bordens planläge. Förvissa dig om att det verkligen behövs. Maskinen är inställd från fabrik men kan ha ändrats sig genom ovarsam transport eller stor stötbelastning.
Riktdelens inmatningsbord (pos 9) i sitt övre läge ( 1 mm över kutterkroppen) är alltid utgångsplanet för hela maskinen.
Utmatningsbordets planläge ställs efter inmatningsbordet med hjälp av linjal.
Kutterns höjdplan-läge ställs efter inmatningsbordet. (pos 9)
Sidplanläget på planbordet ställs efter kutterkroppen.
Längdplanläget på planbordet ställs efter stativet.
Inställning utmatningsbord. (pos 1)
Utmatningsbordets planläge ställs efter inmatningsbordet med hjälp av linjal.
Utmatningsbordet justeras med 4 vertikala insexskruvar (M6) på stativet och låses fast med 4 st horisontala skruvar (M6).
1/ Lossa horisontala låsskruvar
2/ Vrid justerskruvar motsols så att bordet flyttas ned ett par mm
4/ Ställ inmatningsbordet i sitt övre läge alltså 1 mm över kuttern
5/ Lägg på en stålinjal på bordet
6/ Dra åt låskruvarna en aning
7/ Vrid justerskruvarna medsols tills bordet är dikt an mot linjalen som vilar på inmatningsbordet. Justera och kontrollera på varje sida.
8/ Dra åt de horisontala låskruvarna .
Sid 8
Inställning av kutter och planbord
1/ Ställ inmatningsbordet 1 mm över kutterkroppen
2/ Lossa skruvarna til lagerbocken ( 2 st M6 och 2 st M8på varje sida)
3/ Lägg en absolut plan kloss på bordet mitt under kuttern.
4/ Veva plan bordet så att kuttern lyfts en aning ( se till att inte stålet tar i)
5/ Lossa kedjan till planbordet genom kedjelåset.
6/ Vrid upp varje gängad hisstapp så att kuttern ligger exakt 1 mm nedanför inmatningsbordet på varje sida.
7/ Låskruvarna på lagerbocken.
8/ Kontrollera måttet på fram och baksida bordet till stativet justera främre eller bakre par hisstappar
9/ Montera på kedjan till planbordet
Inställning av enbart planbord
1/ Lägg en absolut plan kloss på bordet mitt under kuttern.
2/ Veva plan bordet så att klossen tangerar kuttern.
3/ Lossa kedjan till planbordet genom kedjelåset.
4/ Vrid upp varje gängad hisstapp så att kuttern tangerar klossen efter hela sin längd.
5/ Kontrollera måttet på fram och baksida bordet till stativet justera främre eller bakre par hisstappar.
6/Montera på kedjan till planbordet.
Sid 9
Rikt o Planhyvelns skötsel
Obs! Maskinen skall vara strömlös när Du underhåller din maskin.
Maskinen är i det närmaste underhållsfri, men följande tips är värda att beakta:
* Rengör hela maskinen från spån, speciellt de rörliga delarna, efter varje körning.
* Borden bör regelbundet rengöras och behandlas med tex paraffinolja.
* Kuttrar och främre matarvals måste rengöras från kåda och spån.
* Kutteraxlarnas lager är underhållsfria. I början kan det hända att lager och lagerbockar blir varma men detta försvinner efter inkörning.
* Kontrollera kilremmens spänning emellanåt.
* Motorn är underhållsfria. Vad som bör ses över är kablar och kontakter samt att motorutrymmet hålls rent från spån så att motorfläkten får kylluft.
* Kontrollera att alla vred, skruvar, muttrar, anhåll, stos, hyvelkutter, hyvelstål mm är ordentligt fastdragna.
Smörj följande delar med olja regelbundet:
* Matarvalsarnas lager.
* Hisstapparna och dess övre och undre lager.
* Kedjan för inställning av bordshöjden.
* Kedjan för drivning av matarvalsarna.
Förbättra din RPH 330
Kutterkilar som inte tenderar att dra stålen uppåt vid låsning, per par 540:- kr + moms.
Främre matarvals räfflad istället för lettrad. Drar virket bättre. Behöver inte rengöras så ofta. Pris 550:- + moms.
1/ Inmatningsbord 1. Inmatningsbord
1. Inmatningsbord
2. Spännklamp
3. Stång
4. Stång
5. Stång
6. Stång
7. Stång
8. Spännklamp
9. Spännklamp
10. Låsspak spåndjup riktbord
11. Skala spåndjup
12. Pil, spåndjup
13. Ställspak inmatningsbord
14. Handtag
2/ Utmatningsbord

1. Ögleskruv utan gängor
2. Stång bordshållare
3. Distansrör tilll bordhållare
4. Ögleskruv med gängat hål
5. Utmatningsbord
6. Justerskena
7. Låsspak
8. Bordshållare
9. Exenterstång
10. Backstoppsjärn
11. Stång
12. Justerskena
3/ Planbord

1. Handtag
2. Spakvev
3. Lagerbricka övre
4. Hisstapp, vev
5. Hisstapp
6. Styrplåt vänster och höger
7. Planbord
8. Kedja planbord
9. Spännkedjehjul
10. Oljebronsbussning spännhjul
11. Spännhjulsaxel
12. Lagerbricka nedre
13. Oljebronsbussning hisstapp nedre
14. Kedjehjul, hisstappar
15. Pil, planbord
16. Millimeterskala, planbord
4/ Kutterpaket

1. Låsskruv
2. Kutterkil
3. Bakre matarvals
4. Kutter
5. Hyvelstål
6. Ställskruv hyvelstål
7. Kilremskiva dd 63
8. Fjäder matarvals
9. Lagerbock 30
10. O-ring
11. Kullager 30 kutter
12. Lagersäte kpl
13. Oljebronsbussning
14. Matarvals inmatning
15. Kullager 20 kutter
16. O-ring
17. Lagerbock 20
18. Kedjehjul z30 matarvals
19. Rullkedja matning
20. Drivaxeltapp
5/ Matarväxel

1. Gummihjul
2. Distansrör
3. Nippel
4. Fjäder Kedjesträckare
5. Pinnbult
6. Knopp
7. Fjäderstålarm
8. Växelaxel
9. Kedjehjul
10. Spännskena
11. Upph. axel
12. Kullager, spännhjul
13. Kullager axel
14. Rörstift
15. Växelhuslock
Content
Senast uppdaterad: 990221
Copyright © 1999 MOReTENsAll rights reserved.